

想要一睹PE燃气管PE双壁波纹管有实力有经验产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:西藏林芝PE燃气管PE双壁波纹管有实力有经验的图文介绍


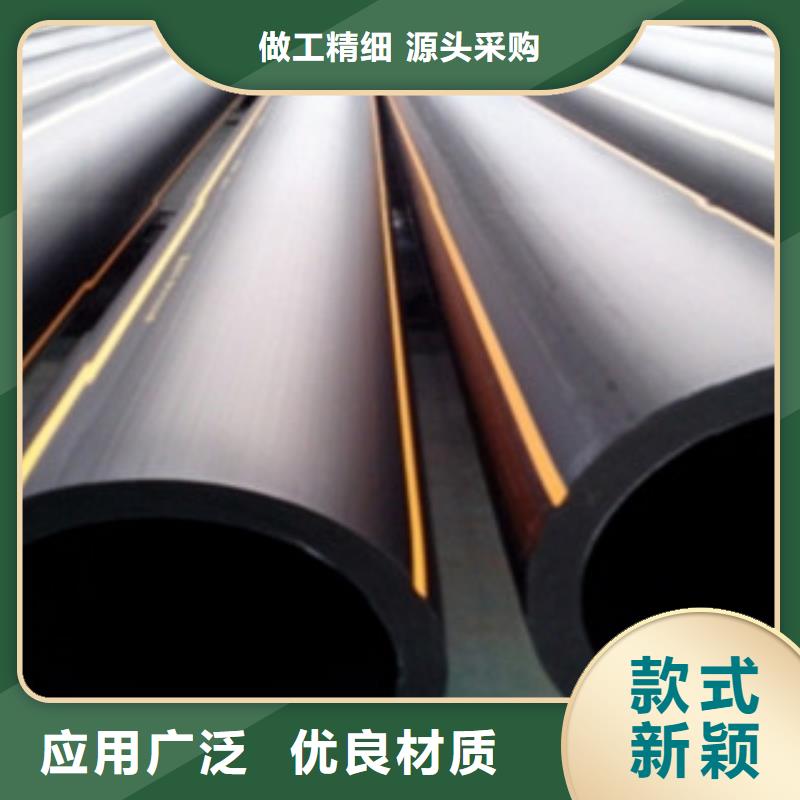
虽然HDPE燃气管性能优良,耐磨损,但在施工过程中受多种因素的影响,该管材也会出现爆裂的问题。下面我们就来看一下导致该管材爆裂的几个主要原因。HDPE燃气管自身质量的原因:HDPE燃气管一般是黑色的,它是由PE原料加炭黑色母,掩盖了PE原料的颜色,从色泽上不易分辨。很多厂家为了降低成本,往往加入大量的回收料,导致了管材本身质量下降,管材的柔韧性降低,并易出现爆裂的问题。管材的设计压力与实际工作压力不符:管材的壁厚能承受10公斤压力,若实际供水时,水压远远大于10公斤,会造成爆管。路面的不均匀沉降导致管材负荷过大,这也是导致爆管的原因之一。对接或承插热熔时,若熔接处未完全融合,加上地基沉降,很容易造成爆管。不管是出于哪种爆裂原因,HDPE燃气管爆裂都是不争的事实,施工单位需根据多年经验和上述分析迅速做出反应,找到有效的解决措施,降低损失,保证工程质量。
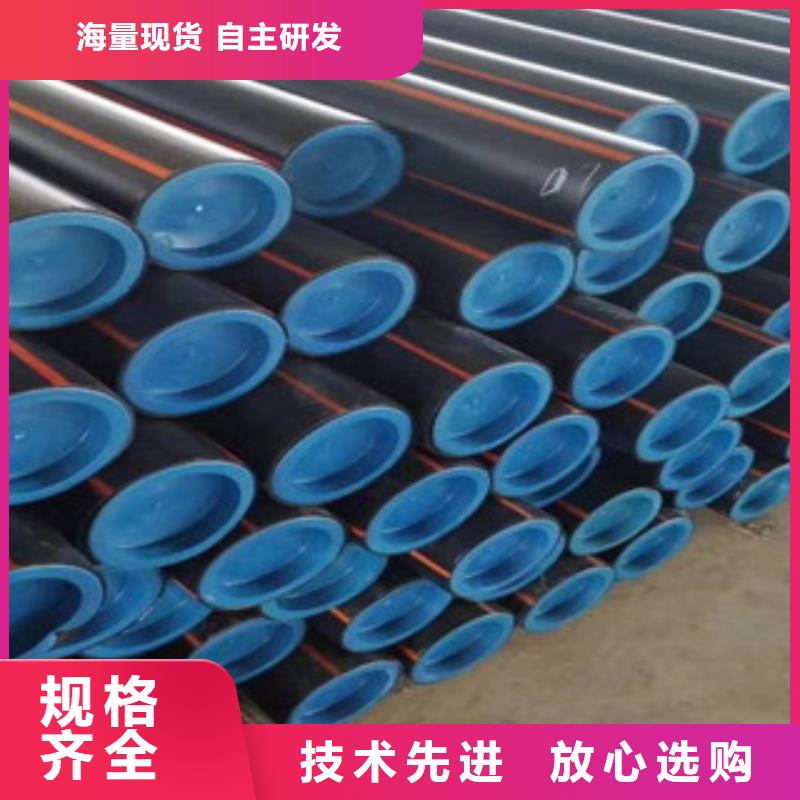
HDPE燃气管是用来输送液体的,若管材出现破损,不仅会造成一定程度的经济损失,还会给人们的日常生活带来很大的不便。那么,是什么原因导致管材破损的呢?HDPE燃气管材自身的问题:PE管材市场现在看来比较混乱,各厂家生产的HDPE燃气管质量参差不齐,如果工程中使用的给水管和管件不是出自同一厂家,或管材露天存放,都会导致管材质量变差,影响工程总体质量。
HDPE燃气管施工质量问题:主要表现是焊口开裂泄露,主要是因为施工中没有及时清洗管材和管件焊接部位,导致水、灰尘和砂子等与其接触引起热熔粘接不牢固,或者热熔时间和对接压力等参数把握不成熟。人为因素:如果施工覆土时埋入尖锐石块等,重车驶过会导致漏水;在管道上打眼盗水;挖掘机施工中挖漏管线;推土机推土等这些破坏都会导致给水管漏水和损坏。HDPE燃气管出现破损时,我们需要先分析出是什么原因导致管材破损的,这样才能有针对性的提出解决问题的方法和维护措施,给给水单位的经济利益提供良好的保障。
近年来,很多饮用水管道、自来水管网系统都会用到PE聚乙烯管,我们要想确保管道在使用时不会出现故障,有较长的使用寿命,掌握正确的填埋方法是很有必要的。我们常用填埋方法有下面几点:在污水排放系统中采用截留池拦截污水中容易沉淀的物质,以防止因管道坡度减小和流速降低而引起的管道堵塞,在设计PE聚乙烯管时,截留池前的管道坡度不能减小,经截留池防淤处理后的污水管道,其设计流速和设计坡度的取值,可比规范规定的值减小20%~30%。该方法适用于地势平坦,且管道起点离市政污水管网的接入点距离较长的住宅小区或厂区。实际施工时,我们可以根据PE聚乙烯管的填埋环境选择合适的填埋方法,这样可以利用现有条件解决管道的铺设问题,并且能取得一定的经济效益。
HDPE燃气管是用来输送液体的,若管材出现破损,不仅会造成一定程度的经济损失,还会给人们的日常生活带来很大的不便。那么,是什么原因导致管材破损的呢?HDPE燃气管材自身的问题:PE管材市场现在看来比较混乱,各厂家生产的HDPE燃气管质量参差不齐,如果工程中使用的给水管和管件不是出自同一厂家,或管材露天存放,都会导致管材质量变差,影响工程总体质量。
HDPE燃气管施工质量问题:主要表现是焊口开裂泄露,主要是因为施工中没有及时清洗管材和管件焊接部位,导致水、灰尘和砂子等与其接触引起热熔粘接不牢固,或者热熔时间和对接压力等参数把握不成熟。人为因素:如果施工覆土时埋入尖锐石块等,重车驶过会导致漏水;在管道上打眼盗水;挖掘机施工中挖漏管线;推土机推土等这些破坏都会导致给水管漏水和损坏。HDPE燃气管出现破损时,我们需要先分析出是什么原因导致管材破损的,这样才能有针对性的提出解决问题的方法和维护措施,给给水单位的经济利益提供良好的保障。
近年来,很多饮用水管道、自来水管网系统都会用到PE聚乙烯管,我们要想确保管道在使用时不会出现故障,有较长的使用寿命,掌握正确的填埋方法是很有必要的。我们常用填埋方法有下面几点:在污水排放系统中采用截留池拦截污水中容易沉淀的物质,以防止因管道坡度减小和流速降低而引起的管道堵塞,在设计PE聚乙烯管时,截留池前的管道坡度不能减小,经截留池防淤处理后的污水管道,其设计流速和设计坡度的取值,可比规范规定的值减小20%~30%。该方法适用于地势平坦,且管道起点离市政污水管网的接入点距离较长的住宅小区或厂区。实际施工时,我们可以根据PE聚乙烯管的填埋环境选择合适的填埋方法,这样可以利用现有条件解决管道的铺设问题,并且能取得一定的经济效益。



润星电力管材(林芝市分公司)位于塑料管材产业园,是一间较大型的 七孔梅花管厂家,拥有先进的生产设备和检测设备。企业以开发、研制、检测、生产、营销等完善的服务体系,为广大客户提供优质的产品及专业化的服务。 本公司以完整、科学的质量管理体系,以好的质量、优惠的价格为广大客户提供服务。公司的诚信、实力和产品质量获得业界的认可。欢迎各界人士莅临本公司参观、指导和业务洽谈。


结晶态、高弹态和粘流态。聚乙烯管道就是在一定条件下,这三态相互转换来实现焊接的。聚乙烯的焊接过程:常温下聚乙烯处于结晶态,高分子链不能移动,管材之间或管材与管件之间无法实现焊接。当温度升高到熔点时,在管材或管件端面一定区域内,聚乙烯处于高弹态,在这个区域内链段能运动,但高分子整链不能运动,不能焊接。当温度升高到粘流态温度时,聚乙烯管材或管件端面一定区域内处于粘流态,即熔融层。此时熔融层内的高分子热运动能量加大,分子链间空隙体积加大,在外力地作用下,两个熔融层紧紧地挤压在一起,两个熔融层中的部分高分子整链在压力的作用下,克服分子间力和分子间相互缠结作用,打开结点,沿受力方向通过分子间的孔穴跃迁到对面的熔融层的空隙中。
并与对面熔融层中的部分高分子发生缠结作用。这样通过两个熔融层中部分高分子相互移动,使两个熔融层内的高分子很好地融合在一起。随着温度的降低熔融层逐渐转变为高弹态,并在熔点下开始重新结晶,直至常温下形成结晶态而完成焊接。温度对结晶的速度影响很大,当温度较低时,晶体形成数量多,但都很小,这时产生的焊接区域强度低。当缓慢冷却时,聚合物中的晶体既多又大,焊接区域强度大。所以为保证焊接区域强度,只能采取自然冷却的方法,而不能采取任何水冷,风冷等强制冷却手段。而管材和管件属于强制冷却,因此理论上焊接区域的强度要高于管材或管件本身的强度。外力是实现焊接的必要条件,如果没有外力,粘流态下的高分子就不能克服分子间力和分子间的相互缠结作用而进行移动。
也就无法实现焊接。电熔焊接的原理是相同的,只不过实现焊接的力是管件与管材内外表熔面熔化形成熔融层时产生的熔胀力。2.2热熔对接在操作方面的要点: ,温度,压力,时间是焊接的主要工艺参数,加热温度一般设定在190°C到230°C之间,温度过高或过低都将形成虚焊。第二,预热时压力不要过高,稍有点压力即可,如果压力设定较高,熔融层都被挤翻出来,端面没有熔融层将无法实现焊接。第三,保压阶段一定要有,而且要有一定的保压压力和保压时间。这个阶段在施工中经常会被省略,这将严重影响焊接质量。第四,冷却阶段一定要自然冷却,不能采取强制冷却手段。第五,焊口焊好后, 24小时后才能进行拖拉,如果特殊情况也要等焊口处温度完全自然冷却到室温才能进行拖拉。
并与对面熔融层中的部分高分子发生缠结作用。这样通过两个熔融层中部分高分子相互移动,使两个熔融层内的高分子很好地融合在一起。随着温度的降低熔融层逐渐转变为高弹态,并在熔点下开始重新结晶,直至常温下形成结晶态而完成焊接。温度对结晶的速度影响很大,当温度较低时,晶体形成数量多,但都很小,这时产生的焊接区域强度低。当缓慢冷却时,聚合物中的晶体既多又大,焊接区域强度大。所以为保证焊接区域强度,只能采取自然冷却的方法,而不能采取任何水冷,风冷等强制冷却手段。而管材和管件属于强制冷却,因此理论上焊接区域的强度要高于管材或管件本身的强度。外力是实现焊接的必要条件,如果没有外力,粘流态下的高分子就不能克服分子间力和分子间的相互缠结作用而进行移动。
也就无法实现焊接。电熔焊接的原理是相同的,只不过实现焊接的力是管件与管材内外表熔面熔化形成熔融层时产生的熔胀力。2.2热熔对接在操作方面的要点: ,温度,压力,时间是焊接的主要工艺参数,加热温度一般设定在190°C到230°C之间,温度过高或过低都将形成虚焊。第二,预热时压力不要过高,稍有点压力即可,如果压力设定较高,熔融层都被挤翻出来,端面没有熔融层将无法实现焊接。第三,保压阶段一定要有,而且要有一定的保压压力和保压时间。这个阶段在施工中经常会被省略,这将严重影响焊接质量。第四,冷却阶段一定要自然冷却,不能采取强制冷却手段。第五,焊口焊好后, 24小时后才能进行拖拉,如果特殊情况也要等焊口处温度完全自然冷却到室温才能进行拖拉。



HDPE燃气管热熔对接是采用热熔对接焊机来加热PE聚乙烯管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm。具体方法下面的文章为大家介绍。用电动旋刀分别将PE聚乙烯管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。施工完毕,须经试压验收合格后,方可埋土投入使用。PE聚乙烯管在实际操作中有好几种对接方式,我们在实际操作中要按照相应步骤来进行。
HDPE燃气管自身原因损坏,造成的漏水机率很小。三分材料,七分安装。再好的产品,安装不好都会出问题。所以其安装是容易被忽视的一个环节,也是容易造成漏水问题的环节。HDPE燃气管接头漏水,90%以上是焊接操作问题,原因可能是:焊接时温度不够,管子加热还没完全熔化就焊接,焊接面没清理干净,上面有脏东西,焊接时候的焊接时间、参数不正确。
首先,是HDPE燃气管热熔工具的专业程度:对于热熔焊接而言,焊机的温度能否实现自动稳定地控制?对于机械连接而言,夹紧工具是否专业?夹紧力是否能得到定期调校?其次,操作工是否接受过正规培训?是否持证上岗?是否熟知规范要求,是否按照相关规范进行清洁、焊接或夹紧连接要点?这些都会导致安装效果上极大的差异。PE给水烯管在日常的使用中,需要对产品进行完善标准的安装流程,但是如果产品安装不好,就会造成漏水,这是操作人员需要认真了解的问题,才能保证产品的安装标准,使得设备的性能得以良好发挥。
HDPE燃气管自身原因损坏,造成的漏水机率很小。三分材料,七分安装。再好的产品,安装不好都会出问题。所以其安装是容易被忽视的一个环节,也是容易造成漏水问题的环节。HDPE燃气管接头漏水,90%以上是焊接操作问题,原因可能是:焊接时温度不够,管子加热还没完全熔化就焊接,焊接面没清理干净,上面有脏东西,焊接时候的焊接时间、参数不正确。
首先,是HDPE燃气管热熔工具的专业程度:对于热熔焊接而言,焊机的温度能否实现自动稳定地控制?对于机械连接而言,夹紧工具是否专业?夹紧力是否能得到定期调校?其次,操作工是否接受过正规培训?是否持证上岗?是否熟知规范要求,是否按照相关规范进行清洁、焊接或夹紧连接要点?这些都会导致安装效果上极大的差异。PE给水烯管在日常的使用中,需要对产品进行完善标准的安装流程,但是如果产品安装不好,就会造成漏水,这是操作人员需要认真了解的问题,才能保证产品的安装标准,使得设备的性能得以良好发挥。
